IndividuellE, DURCHLÄSSIGE, leichte, belastbare, multifunktionale Gussteile aus Aluminium
Die neue Leichtbau-Werkstoffklasse für mechanische, akustische, thermische, energetische, dekorative und andere Anwendungen kombiniert die Vorteile von massiven Metallen, offenporigen Metallschäumen und Sinterwerkstoffen und bietet neue technische, wirtschaftliche und ökologische Potenziale.

BESSERE ALTERNATIVE ZU ALUMINIUMSCHAUM, SINTERWERKSTOFFEN UND VIELEN ANDEREN LÖSUNGEN
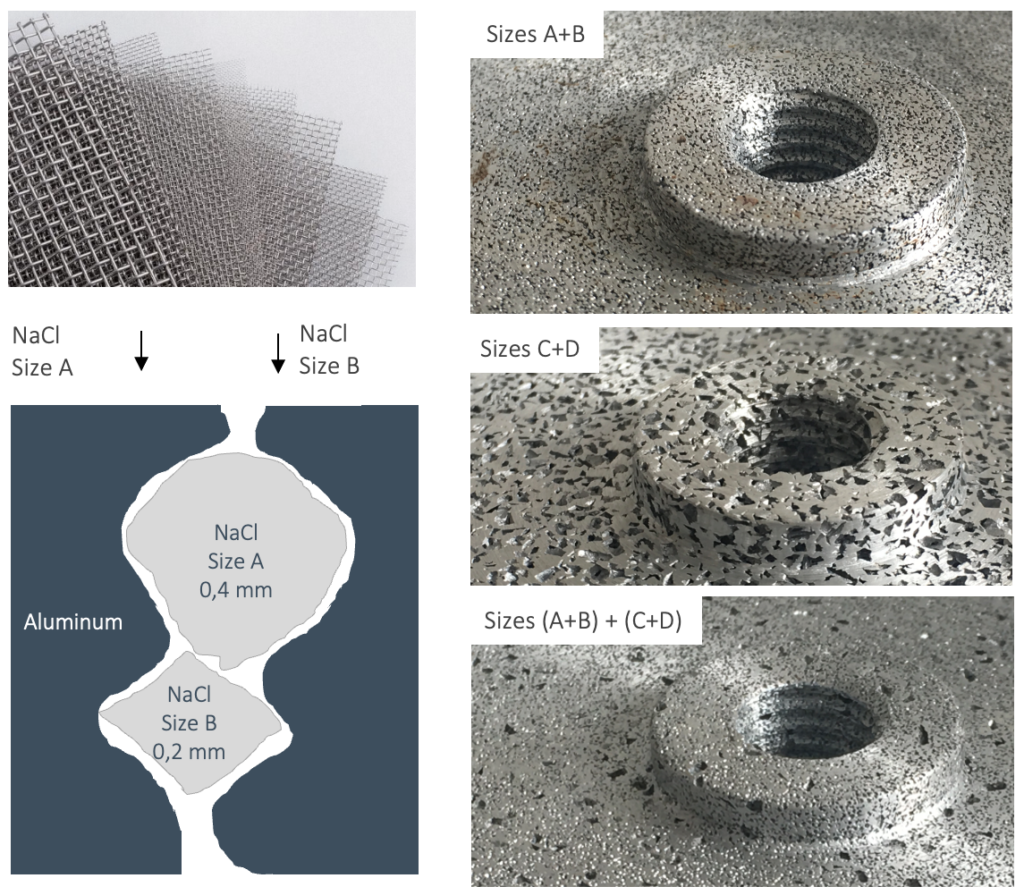
Offenporiger Aluminiumguss wird im einfachen Kokillengießverfahren durch umgießen von NaCl-Platzhaltern (Tafelsalz) hergestellt. Durch das innovative Verfahren mit auswaschbaren NaCl-Platzhaltern entsteht eine stabile Gussstruktur mit einzigartiger Porenmorphologie. Sie kombiniert die Vorteile von massiven Metallen, Aluminiumschäumen und gesinterten Materialien.
Die neue Leichtbau-Werkstoffklasse zeichnet sich durch ihre funktionellen, qualitativen und wirtschaftlichen Vorteile im Vergleich zu herkömmlichen Metallschäumen, Sinterwerkstoffen und anderen durchlässigen Materialien aus. Aber auch massive Werkstoffe können bei vielen Anwendungen wie z.B. Vakuumgreifer, Warenträger u.a. durch leichte und belastbare Komponenten aus porösem Gussaluminium substituiert werden.
Die resultierende Gussstruktur ist nicht nur leicht, mit einer Dichte von 0,8 – 1,3 g/cm³, sondern weist auch eine homogene Volumenporosität von 55% auf (optional sogar bis zu 70%). Dank anwendungsspezifischer Auswahl der NaCl-Platzhalter können die Porengrößen flexibel von Mikrometern bis zu Zentimetern eingestellt werden. Diese Anpassungsfähigkeit ermöglicht es, den Bedarf verschiedenster Anwendungen präzise zu erfüllen.
Die Vorteile dieser Technologie sind vielfältig: Bis zu achtmal höherer Materialgehalt im Vergleich zu Aluminiumschäumen, ebenso wie eine deutlich verbesserte Wärmeleitfähigkeit und bis zu zwanzigmal höhere Druckfestigkeit als bei herkömmlichen Aluminiumschäumen. Diese Stabilität geht einher mit einer besseren mechanischen Integrität und höheren thermischen sowie chemischen Belastungsgrenzen.
Zusätzlich zur hohen Leistungsfähigkeit in verschiedensten Anwendungen ermöglicht das Verfahren auch präzise CNC-geformte Produkte durch herkömmliche mechanische Bearbeitung. Größen von 3 bis 2.000 mm sind je nach Anforderung realisierbar, und die Integration zahlreicher Funktionen wie Befestigungselemente, Schalldämpfung, Luftfiltration, Lichtdesign und Wärmeübertragung eröffnet eine breite Palette neuer Einsatzmöglichkeiten.
ETABLIERTE TECHNOLOGIE, NEUES DENKEN UND DISRUPTIVE INNOVATIONEN
Die Technologie befindet sich seit 25 Jahren im Serieneinsatz. Mit einer Kundenbasis von 400 Unternehmen in 12 Ländern hat sich das Verfahren als verlässliche Lösung für anspruchsvolle Anwendungen etabliert. Insgesamt eröffnet der offenporige Aluminiumguss eine aufregende Welt neuer, multifunktionaler Komponenten mit unzähligen Einsatzmöglichkeiten in verschiedenen Branchen.
Sowohl Einzelstücke (z.B. Werkzeugbau) als auch große Serien (z.B. Automobilindustrie) können wirtschaftlich hergestellt werden. Die Wirtschaftlichkeit des Materials hängt stark von der jeweiligen Anwendung ab. Ähnlich wie bei der additiven Fertigung sind neue Denkweise, Systembetrachtung, Funktionsintegration und auf den Werkstoff abgestimmte Konstruktionsmethoden zwingend notwendig.
VERGLEICH MIT
ALUMINIUMSCHAUM

VERGLEICH MIT
SINTERBRONZE

VERGLEICH MIT
SINTERSTAHL

EINSTELLBARE
PORENGRÖßEN


Druckluft-Schalldämpfer aus porösem Aluminium (rechts im Bild), im Vergleich mit einem handelsüblichen Schalldämpfer, bestehend aus 3 unterschiedlichen Bauteilen und Werkstoffen (links im Bild).
LEICHTBAU INNOVATION DES JAHRES 2022
Am Beispiel eines Druckluft-Schalldämpfers wird klar, welches Potenzial in offenporigem Aluminiumguss steckt. Diese Anwendung sowie die vielen möglichen Anwendungen der Werkstoffklasse offenporiger Aluminiumguss wurden mit ThinKing Leichtbau-Preis des Landes Baden-Württemberg im Januar 2022 ausgezeichnet.
Der ThinKing Preis wurde nicht nur für die neue Leichtbau-Werkstoffklasse vergeben, sondern auch für eine Komponente, die eindrucksvoll das Potenzial von Bauteilen aus offenporigem Aluminiumguss verdeutlicht. Ein Druckluft-Schalldämpfer aus porösem Aluminium offenbart nicht nur die mechanischen Eigenschaften von Metall, sondern auch ein außergewöhnlich niedriges Gewicht von Kunststoff. Diese Komponente, die für Gase und Fluide durchlässig ist, ermöglicht beeindruckende Gewichtseinsparungen von bis zu 70 Prozent.
Zusätzlich zu diesen Gewichtsvorteilen zeichnen sich solche Bauteile durch eine kompaktere Bauweise aus und sind oft deutlich kosteneffizienter und langlebiger. Dies resultiert aus der geringeren benötigten Materialmenge, dem Einsatz kostengünstigerer Werkstoffe, der Integration verschiedener Funktionen und der Vereinfachung der Montage. Verglichen mit Bauteilen aus anderen geschäumten, gesinterten oder anderen durchlässigen Materialien wie Filze oder Drahtwicklungen, erweist sich der Druckluft-Schalldämpfer aus offenporigem Aluminiumguss als technisch überlegene und umweltfreundliche Lösung.
Die bemerkenswert hohe Volumenporosität des offenporigen Aluminiumgusses ermöglicht eine effektive Durchlässigkeit und Schmutzaufnahme im Schalldämpfer. Die einstellbare, strömungsgünstige Porengeometrie verleiht der Komponente verbesserte mechanische, strömungsmechanische, akustische und thermische Eigenschaften. Ein Beispiel hierfür ist die achtfach höhere thermische Leitfähigkeit im Vergleich zu geschäumtem Aluminium.
Darüber hinaus bewältigt der Schalldämpfer mühelos hohe Arbeitstemperaturen bis zu 350 °C sowie erhöhte Arbeitsdrücke und ist äußerst widerstandsfähig gegen Vibrationen und Stöße. Die Produktion der Schalldämpfer erfolgt in einem einzigen Guss. Das Zusammenfügen verschiedener Teile eines herkömmlichen Druckluft-Schalldämpfers entfällt, was die Herstellungskosten des Bauteils reduziert.
HERSTELLUNG UND MATERIALEIGENSCHAFTEN
Offenporiger Aluminiumguss entsteht mittels eines einfachen Kokillengießverfahrens unter Verwendung von NaCl-Platzhaltern (Tafelsalz) und konventionellen Aluminium Guss- oder Knetlegierungen, einschliesslich Sekundärlegierungen. Standardmäßig werden AlSi7Mg oder Al99,5% eingesetzt. Andere Al-Legierungen sind auf Anfrage erhältlich.
Im ersten Schritt wird die Kokille mit NaCl und daraufhin mit flüssiger Aluminiumschmelze befüllt. Der Anteil der Platzhalter ist derart dimensioniert, dass diese miteinander verbunden sind und Hohlräume bilden, welche von der flüssigen Aluminiumschmelze durchdrungen werden können. Nachdem die Aluminiumschmelze eingedrungen ist und erstarrt, entsteht ein Verbundwerkstoff aus Aluminium und Salz. Dieser wird konventionell mechanisch zu einem fertigen Bauteil bearbeitet und abschließend werden die NaCl-Platzhalter mit Wasser ausgespült.
Das offenporige Gussgefüge mit neuartiger Porenmorphologie bietet viele neue, spezifisch einstellbare, von anderen Materialien unbekannte Kombinationen von strukturellen, mechanischen, strömungsmechanischen, thermischen, akustischen, dekorativen, technologischen und ökologischen Eigenschaften, z.B.:
- über 700 Porenvarianten (groß, klein, gemischt, gradiert, selektiv u.a.),
- mehrere unterschiedliche Möglichkeiten zur Bildung von Monomaterial-Hybriden (Kombination von massiven und porösen Bereichen),
- mehrere unterschiedliche Möglichkeiten zur Bildung von Multimaterialsystemen mit Polymeren und/oder anderen Metallen,
- hohe Gestaltungsfreiheit,
- flexibel einstellbare Porengrößen von wenigen Mikrometern bis zu einigen Zentimetern,
- bis zu 8-fach höherer Materialanteil (vs. Aluminiumschaum),
- bis zu 8-fach höhere Wärmeleitfähigkeit (vs. Aluminiumschaum),
- bis zu 20-mal höhere Druckfestigkeit (vs. Aluminiumschaum),
- höhere mechanische Stabilität ohne Versprödung (vs. Sinterwerkstoffe),
- höhere thermische und chemische Einsatzgrenzen,
- bessere Funktionalität bei vielen Anwendungen,
- Verwendung konventioneller Fügeverfahren wie Umformen, Schrauben, Nieten, Löten, Schweißen, Kleben, u.a.,
- Verwendung konventioneller Fertigungstechniken wie Sägen, Bohren, Schleifen, Polieren u.a.,
- Verwendung konventioneller Oberflächentechnologien wie Sandstrahlen, Ätzen, Eloxieren, Lackieren u.a.,
- Integration zahlreicher Funktionen für Befestigung, Akustik, Luftfilterung, Luftverteilung, Lichtdesign, Wärmeübertragung, Wärmespeicherung, Crash, Schwingungsdämpfung u.a.,
- und vieles mehr.
Kaum CO2-Emissionen
Im Gegensatz zu anderen Verfahren werden für die Herstellung von offenporigem Aluminiumguss keine Pulverwerkstoffe, Treibgase, Bindemittel, galvanische Beschichtungen, Schäumanlagen, Brennöfen, Säurebäder und viele andere umweltbelastende Materialien und Anlagen benötigt. Da standardmäßig das rezyklierte Material – Sekundäraluminium – verwendet wird, ist am Lebensende des Bauteils eine Rückführung in den Recyclingkreislauf leicht möglich. Die Aluminiumspäne wird umgeschmolzen und wiederverwendet. Die Salzlösungen werden für die industrielle Wasseraufbereitung eingesetzt.
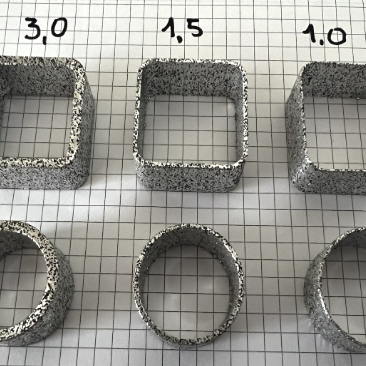
Musterteile mit Wandstärken 3.0, 1.5 und 1.0 mm
VERARBEITUNG
Das Material kann grundsätzlich sehr gut verarbeitet werden. Je nach Produktanforderungen, Porengröße und Bauteilgeometrie können unterschiedliche Szenarien der Formgebung durch konventionelles Zerspanen betrachtet werden:
- Zerspanen von geschlossenporigen Gusshalbzeugen mit eingeschlossenen NaCl-Platzhaltern (beste Option),
- Zerspanen von offenporigen Fertigteilen ohne NaCl-Platzhaltern.
Zerspanen
.Die Bearbeitung von offenporigem Aluminiumguss kann mit jeder Art von CNC-Fräs- oder Drehmaschine erfolgen.
Um das Schließen (zuschmieren) von Poren zu verhindern, wird produktspezifische Anpassung folgender allgemeinen Richtlinien empfohlen:
- Kühlung mit Druckluft,
- Scharfe Werkzeuge aus HSS oder Hartmetall mit Kantenwinkeln wie für Aluminium.
- Schnittgeschwindigkeit 500 – 1000 m/min gewählt werden.
- Vorschub pro Zahn 0,02 – 0,1 mm (je kleiner die Materialstärke, desto kleiner der Vorschub),
Empfohlene Drehzahl für verschiedene Fräserdurchmesser (minimale Drehzahl = 5.000 m-1):
- D=6mm / 26.500 m-1
- D=8mm / 19.900 m-1
- D=10mm / 15.900 m-1
- D=12mm / 13.300 m-1
Nach der Bearbeitung ist eine Spülung mit Wasser und eine Trocknung erforderlich.
Schleifen / Polieren
Mechanische Oberflächenveredelung kann konventionell erfolgen. Verwendung von Flüssigkeiten oder Pasten wird nicht empfohlen, da ihre Rückstände sich nur schwer aus den Poren entfernen lassen.
Reinigung
Für die Reinigung können Wasser oder für Aluminium geeignete Reinigungsmittel genutzt werden. Die vom Schmutz zugesetzten Komponenten wie Filter oder Schalldämpfer können sehr gut im Rückspülverfahren gereinigt werden.
Kleben
Das poröse Material lässt sich sehr gut, ohne vorherige Oberflächenvorbehandlung verkleben. Als Klebstoffe empfehlen wir:
- Kleiberit® 2K-PUR (573.8 component A + 573.9 component B)
- Kleiberit® 1K-PUR 566.0
- Agomet® F330

Buchse aus offenporigem AlSi7 Aluminiumguss (oben) mit METAKER® Composites Oberfläche (links) sowie METAKER® Multiplex Composites (+PVD) Oberfläche (rechts).
FUNKTIONSOBERFLÄCHEN
Je nach Produktanforderungen, Porengröße, Bauteilgeometrie und Bauteilgröße können die Oberflächen von offenporigen Aluminiumteilen in unterschiedliche Verfahren funktionalisiert werden. Dabei werden nicht nur die äußeren, sondern auch die inneren Poren im gesamten Volumen des Bauteils funktionalisiert.
Mehr über das Thema Funktionsoberflächen erfahren Sie im Bereich Innovationen.
VIDEOS
Beispiel Porengrößen
Lichtdurchlässigkeit
Stossdämpfung
Kapillareffekt
Verbundwerkstoffe
Befestigungssysteme
Mikrostrukturierung
Biegeversuch
Kondenswasser
OUR SERVICES
PROBLEMLÖSUNG ANFRAGEN!
Beschreiben Sie kurz Ihre Anwendung, technische Herausforderung und gesuchte Lösung. Wir analysieren Ihre Anfrage und beantworten Sie innerhalb von 48 h.

Beratung und Machbarkeitsstudien
Wir vermitteln Ihren F&E-Experten das neue technische Wissen, entwickeln gemeinsam neue Ideen und Konzepte und prüfen ihre Umsetzbarkeit.

Produktentwicklung und Industriealisierung
Gemeinsam mit Ihren Fachabteilungen entwickeln wir Serienlösungen und optimale Wertschöpfungsketten für ihre Fertigung.